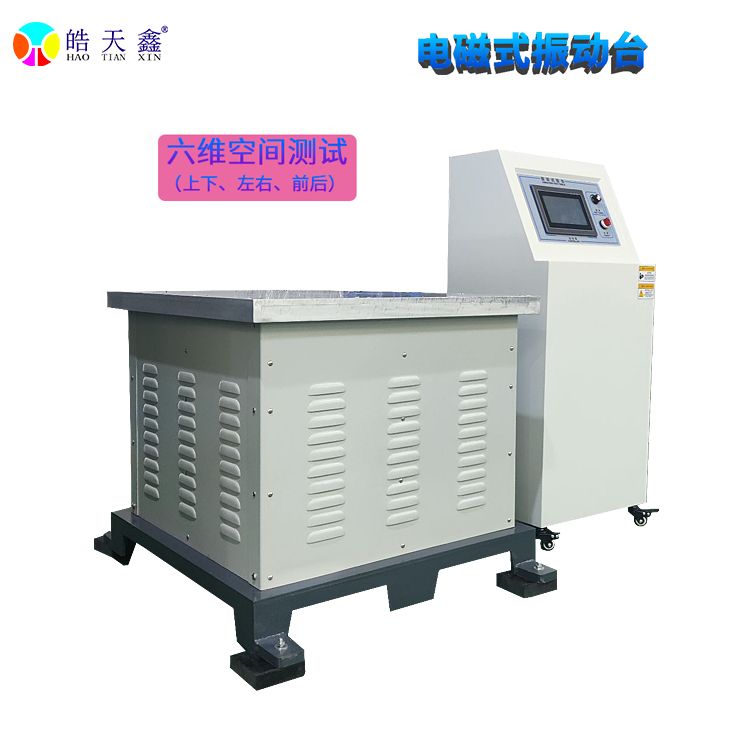
电磁式振动台的控制精度:
控制系统性能:先进、精确的控制系统能更好地实现对各项参数的准确控制。
传感器精度:用于检测振动状态的传感器的精度直接关系到反馈信息的准确性,从而影响控制精度。
励磁线圈质量:线圈的制作工艺和性能会影响电流的稳定性和准确性,进而影响振动的控制。
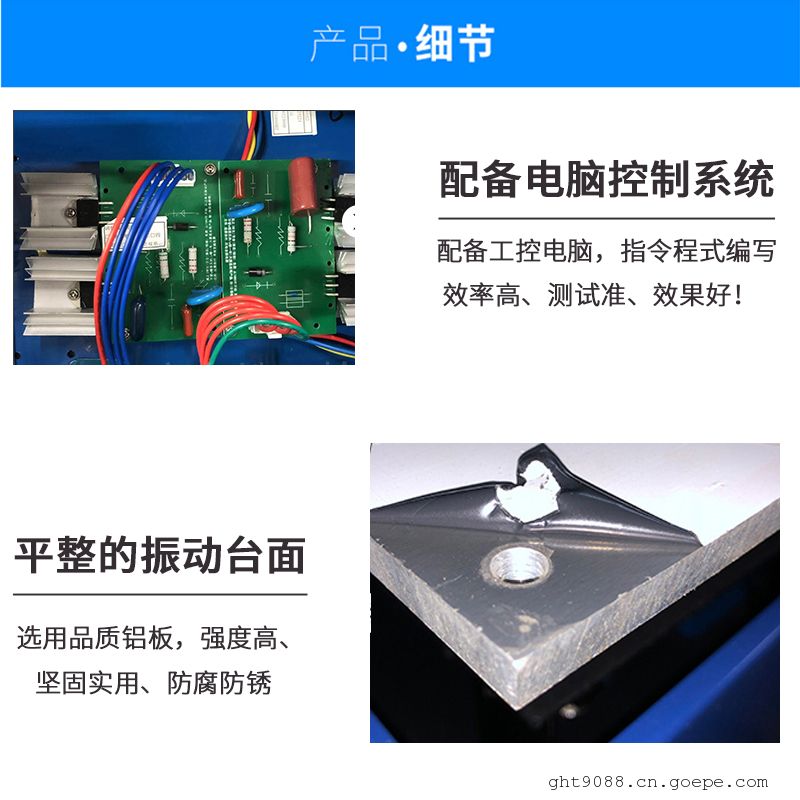
机械结构稳定性:台面及相关机械部件的稳固程度会对振动的实际表现产生影响,若存在松动等情况会降低控制精度。
环境因素:例如温度、湿度等环境条件的变化可能会对电路等产生一定干扰,影响控制的精确性。
电源稳定性:不稳定的电源供应可能导致电流波动,影响振动台的正常工作和控制精度。
信号干扰:周围电磁环境中的干扰信号可能会对控制信号产生不良影响。
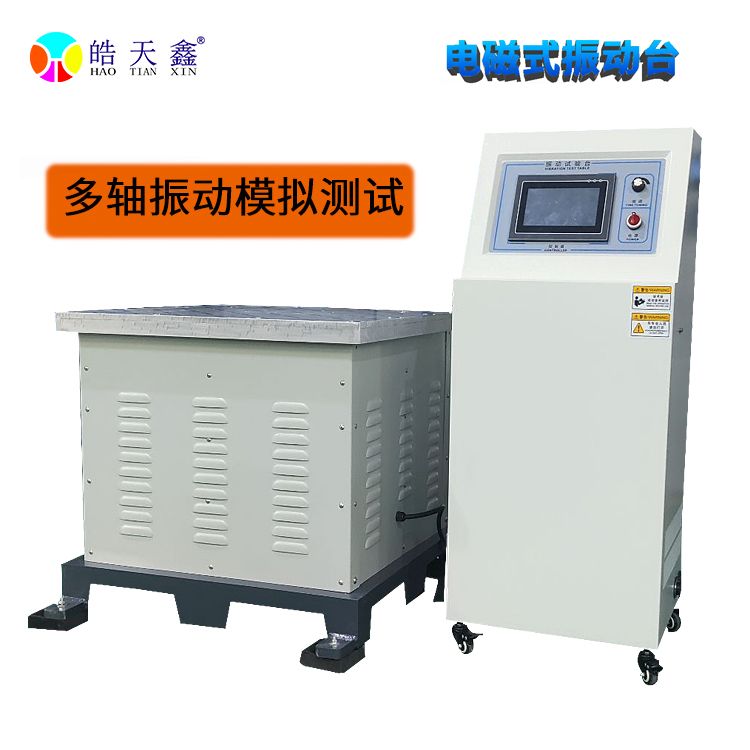
电磁式振动台控制系统:
数字控制系统:采用数字化的控制方式,具有较高的精度和稳定性,可以实现复杂的控制算法和精确的参数调节。
模拟控制系统:通过模拟电路来实现控制,相对较为传统,但在一些特定应用中仍有使用。
计算机控制系统:利用计算机作为控制核心,可以进行更强大的数据分析和处理,方便进行各种定制化的控制策略。
智能控制系统:结合了人工智能技术,如模糊控制、神经网络控制等,能够根据实际情况进行自适应调整和优化,提高控制效果。
PLC 控制系统:可编程逻辑控制器系统,具有可靠性高、编程灵活等特点,适用于多种工业环境。
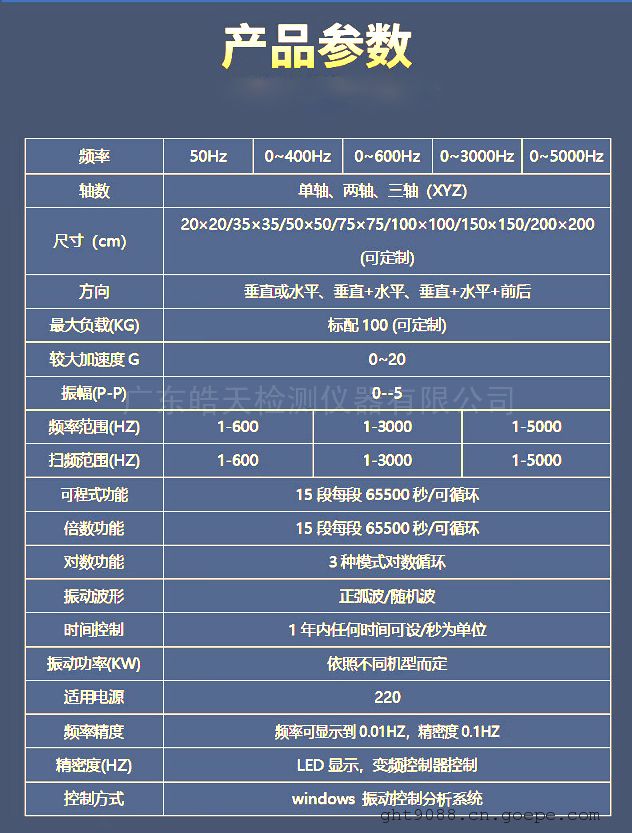
振幅:
.0-5.0mm(可调)
.0-50kg(振幅:0-7/大加速度:0-22g)
.0-100kg(振幅:0-5.0mm/大加速度:0-20g)
.0-150kg(振幅:0-4mm大加速度:0-15g)
程序:
4.1.将包装好的外箱放置于震台上,使档板距外箱的距离至少为1″(2.5cm)。
4.2.将震台的振动频率调到200RPM±5RPM。
4.3.包装产品共需震2小时,其中正面(或背面)任一侧面/项面(或底面)各震40分钟。
4.4.震箱测试完后开箱检查样办。






 拨号
拨号




 首页
首页 飞语
飞语 我的
我的 反馈
反馈