
- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭
 拨号
拨号


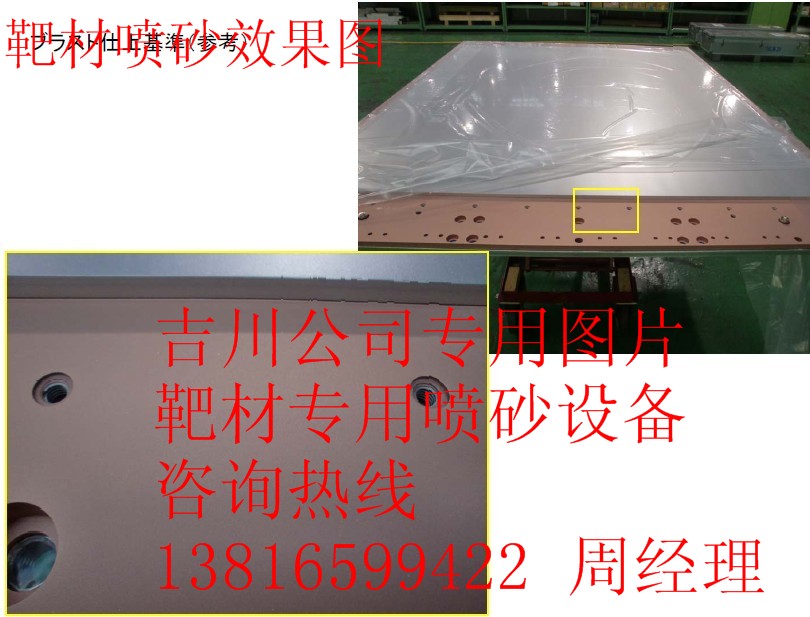
一 工件描述
工件型号:靶材
喷砂区域:靶材全部外表面
工件尺寸:不等
产品材质:铝、铜、钼、钛、金、银等多种
工件重量: <2600Kg
工件喷砂前状态: 干燥,无油,无脂
清理方法: 喷砂
清理目的:清理表面的杂质、氧化皮等。
二靶材介绍
靶材--是对物理气相沉积技术应用的镀膜材料形象而直观的称呼。在沉积过程中,膜材要受到电子束、离子束或放电离子的轰击,就象被射击的靶子一样,所以通俗的将这类材料叫做靶材
靶材种类按其成分可分为:纯金属、合金和化合物。
纯金属:铝、金、银、铬、镍、钽、钛、铜、锡等。
合金:钛铝、钛铬、钛硅、镍铬、镍铜、铬钼、铬钨、铬钒、镍钒、铽铁钴、铟银锑碲等。
化合物:氧化物、硅化物、碳化物、氮化物等。
主要靶型:同轴圆柱靶、圆形平面靶、矩型平面靶、旋转式圆柱矩形靶、S-枪靶、特殊结构靶等
三 设备描述
1喷砂室体
2砂料的回收
3 砂料的分选
4喷咀装置
5输送系统
6除尘器
7控制系统
8安全装置
四 喷砂室
喷砂室体能有效防止砂料及粉尘外泄,喷砂室体由冷轧钢板焊接而成,外表面喷塑,内表面贴耐磨胶皮防护,可以有效的保护室内的使用寿命,喷砂室分为三个部位,上工件位、喷砂加工位、吹净室位。
五 砂料的回收
喷砂后的砂料及粉尘通过风力循环送至储砂斗。主回砂管由特制的高耐磨无缝钢管制作而成,管内衬托高耐磨的硅胶板,可以保护管道的磨损。回收方式采用上进风,下抽的形式,有效的把砂料回收到储砂斗内,回收效率可达到到99%。
六 砂料分选
通过回收上来的砂料进入砂料循环系统,该砂料循环系统配备了风选装置,通过风选装置,破损的砂料及粉尘被分离出来,风选的风量大小可以调整。通过风选后的砂料进入到喷砂仓中,粉尘被分离出去,进入到除尘器中。该分选方式是采用重心、高速旋转的方式。
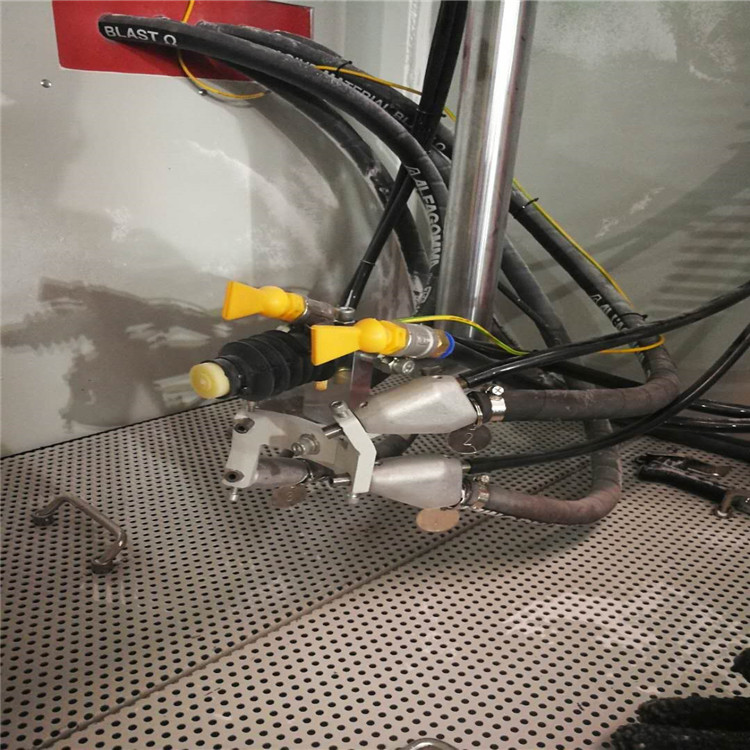
七 喷咀装置
该喷砂设备配备了64 套喷咀,分为4组装置,每组16支:
-一套夹持16 个喷咀的夹持装置,负责喷工件的*工位的顶面
-一套夹持16 个喷咀的夹持装置,负责喷工件的第二工位顶面
-一套夹持16 个喷咀的夹持装置,负责喷工件的*工位的底面
-一套夹持16 个喷咀的夹持装置,负责喷工件的第二工位底面
喷嘴可以比较容易的安装在相应的夹具上,
有螺丝固定。维护门能让操作者便利地进出室体更换工装夹具。
工件进入工作位置后,所有的喷咀移都由摆动电机摆动,方便工件喷砂的均匀性。
八 输送系统
输送滚轴为*制作,输送驱动电机采用变频调整,以满足客户的工艺需求。当工件在不喷砂时输送时的速度为高度运行,当工件在喷砂加工时输送时的速度可设为(高、中、低)速度运行。喷砂工作结束后,停在指定位置,如不能再指定位置停止时,由尾端感应装置来探将其自动停止,以防工件掉入地面。出厂前我公司自行设定好高、中、低运行速度,设备到客户工厂试运行时设定*终数据
九 除尘系统
该设备配备了一台干式除尘器,用于清理喷砂过程形成的粉尘,除
尘器安装于喷砂室体旁边。
该除尘器为虑筒式除尘器,压缩空气通过脉冲阀控制通过虑筒。
经除尘器后洁净的气体通过换气扇及消音器直接排出。
粉尘经过闸阀落入到底部仓而排到废料箱。
十 控制系统
控制系统包括一套西门子的PLC 和一个手持式可以移动的带触摸屏输入单元。可移动的输入单元用于喷砂程序储存、喷砂参数输入更改及错误信息报告。所有相关的参数象砂料量、喷砂压力、气体消耗量、垂直轴的开始停止位置、喷砂数量、喷砂时间、喷咀位置状态等都将被储存并进而控制喷砂过程。如果这些参数中某个出现异常,喷砂过程将自动停止且相关的错误信息会被清晰的显示出来。
可移动的输入单元通过一个很长的通信电缆连接到设备控制盒。该移动单元配备了彩色触摸屏,所以不需要键盘输送,同时为防止灰尘,为操作者准备了一个特殊的罩子保护该移动输入单元。
十一:使用该设备公司
神钢苏州电子材料有限公司 上海贺利氏工业技术材料有限公司
有意者请联系:上海吉川机械科技有限公司 市场部 周经理
 首页
首页 飞语
飞语 我的
我的 反馈
反馈







