- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭
 拨号
拨号





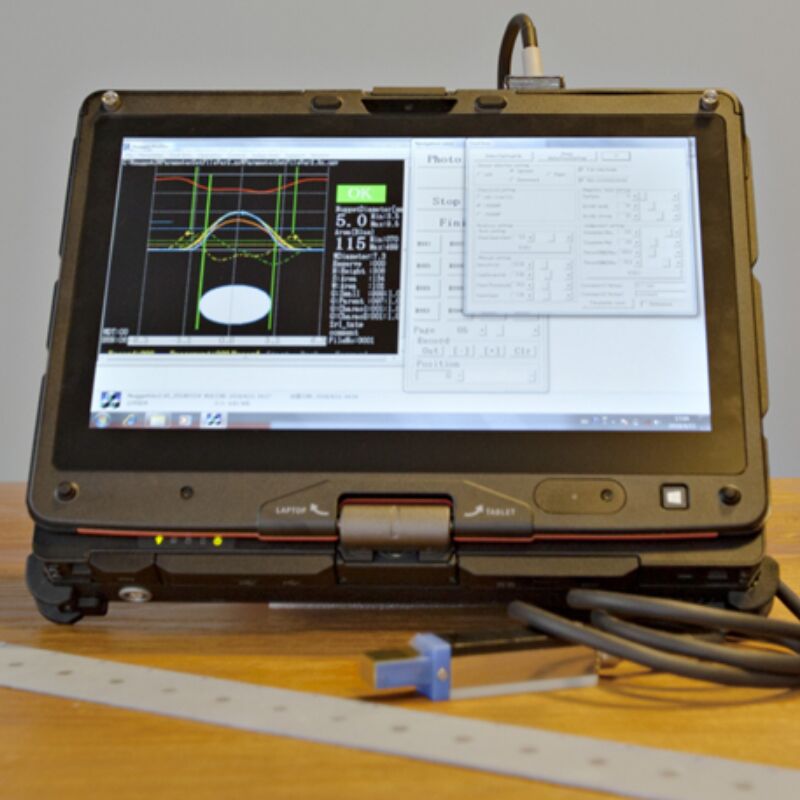
一体化设备
►使用笔记本电脑作为载体;
►没有任何的外露电子部件;
►提供充足续航力,三防性能完全满足客户苛刻环境下的使用
磁感应技术无需耦合介质
►电磁技术的应用,可以非接触测量;
►对焊点表面要求降低:焊点扭曲,表面电泳层,表面油漆层,都可以直接使用。
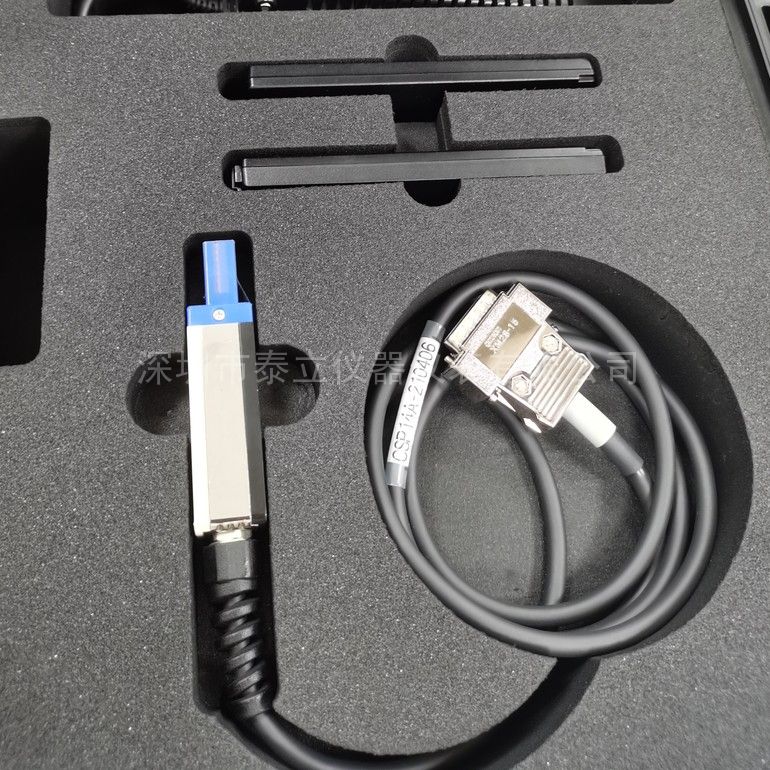
涡流阵列探头
►测量中无需更换探头,一个探头几乎可以测量所有的焊点,并模拟成像;
►探头顶端设有OK和NG指示灯,方便读取。
自动化工业4.0
►提供极快的检测速度,每个焊点检测时间小于5秒;
►可以实现机械手臂测量,为自动化而生。

所选的工业电脑必须能在焊接生产现场的环境中使用,要求必须具有坚固、防震、防潮、防尘、耐高温等功能。工业用笔记本电脑和软件系统配置:
德国FOERSTER霍释特涡流漏磁点焊检测设备NOF-V110
工作方式:涡流漏磁(电磁)
检测单块板厚度范:0.6~3.5 mm(钢材)
焊核检测直径: 0~9.9 mm(钢材)有效探头覆盖宽度11mm
测量单位:mm;inch;μs
板材类型: 270~1500Mpa
相应端:R电极
板材及焊点表面状态:未经处理,电镀热处理,镀锌,热成型钢材
可检测板材数量:2层板,3层板
探头材料:FR
检测状态设置:设置的参数可被保存和自动调用
评判模式:OK和NG的评判,可计算焊核直径,热影响区域直径,焊点相对强度,完全数据化,闸门设定,自动判断
选项:向导模式,检测数据管理模式
工作温度范围:5~40 摄氏度
工作湿度范围:0%RH~80%RH(无冷凝状态)
电源:外部电源适配器,85伏AC到240伏AC自适应,0.5A,工作时间超过4个小时
软件系统
提供的软件应为厂方***且稳定的系统,厂方应提供软件的备份,防止电脑出现*侵袭或特殊情况造成的系统瘫痪无法正常工作。
保存带独立设置的焊点组或单个焊点的扫描计划,设置自动链接,若无操作员终止,焊点或焊点组之间检测能平稳的进行
自动提醒用户查看当前使用的探头和检测计划中的探头是否*,减少误操作
监控探头与焊点表面的贴合情况,探头的对中和其它重要的参数,大大减少操作员的失误,如果出现不正常的探伤波形,软件会提示操作员重新检测
对焊点自动结果判定和缺陷分类,并依据实践证明了的运算法则,提供自动结果分类.
设计符合人机工程学,方便工人操作和维修. 根据对已经保存的扫描信号的重新检测,对检测计划中的参数进行微调。可以更改参数,并对已保存的检测数据进行再次评估,无需对焊点进行重新检测
拥有先进的功能,能够对有问题的虚弱焊进行检测
除检测一般的裸板和镀锌板外,还可检测高强度钢部件的能力
能检测3层板并且有缺陷分类的能力
根据用户的钣金厚度,自动感应并设置仪器参数,进行快速检测
具有判断焊核相对强度的功能
检测分析软件是开放式的,可针对现场的焊点对检测数据库进行随时修正并保存,提高探测精度;
通过向导建立检测计划,方便快捷;
可将各个待检工件图片输入仪器,编号后逐个一一对应进行检测,检测结果以不同颜色标志,一目了然;
具有自动磁感增益调节功能,自动锁定***峰值数据,进行检测结果的评判;
具有多种结果评判模式,适合不同板厚匹配;
可以根据检测方案的名称,检测日期等进行筛选,便于统计分析;
输出报告,可以将所有与点焊检测有关的信息,如探头型号,检测日期,检测人员,图形和对检测结果的评价等在检测报告中同时输出,进行归档处理;

| 行业 | 检测项目 | 检测内容 |
| 风电行业 | 叶片检测 | 生产或在役的叶片检测,包括叶片内部粘接区域检测,壳体内外部的目视检测。 |
| 齿轮检测 | 风电齿轮开齿前锻件无损检测,开齿后的齿轮齿部检测。 | |
| 螺栓检测 | 在役螺栓的无损检测。 | |
| 塔筒检测 | 塔筒焊缝检测。 | |
| 主轴检测 | 主轴无损检测。 | |
| 底座、轮毂(球墨铸铁)检测 | 铸件的无损检测。 | |
| 润滑系统磨损监测与分析 | 润滑油成分分析。 | |
| 船舶行业 | 外板、甲板检测 | 对接焊缝、角接焊缝相控阵检测、TOFD检测、涡流阵列检测等。 |
| 锻件检测 | 船体上锻件结构的检测。 | |
| 管道检测 | 管道焊缝的检测。 | |
| 石化行业 | 管道腐蚀检测 | 直管、弯管的内部腐蚀检测。 |
| 管道焊缝检测 | 管道焊缝的检测。 |
| 品牌: | 德国FOERSTER |
| 型号: | NPF-V110 |
| 加工定制: | 是 |
| 类型: | 涡流 |
| 测量范围: | 0~11 mm |
| 分辨率: | 高 |
| 尺寸: | 320*230*26 mm |
| 重量: | 2.89 kg |
 首页
首页 飞语
飞语 我的
我的 反馈
反馈