建德磨床, 三轴自动磨床 ,
KENT精密平面磨床KGS-618M手动磨床 ,东莞展厅现货销售建德KENT精密平面磨
床 ,三轴数控磨床,龙门磨床。
精密成型平面磨床数控系统的指令是由程序员根据工件的材质、加工要求、机床的特性和系统所规定的指令格式(数控语言或符号)编制的。数控系统根据程序指令向伺服装置和其它功能部件发出运行或终断信息来控制机床的各种运动。当零件的加工程序结束时,机床便会自动停止。任何一种数控机床,在其数控系统中若没有输入程序指令,数控机床就不能工作。 台湾建德磨床精加工分序法 对于易发生加工变形的零件,由于粗加工后可能发生的变形而需要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。 台湾建德磨床精密成型平面磨床综上所述,在划分工序时,一定要视零件的结构与工艺性,机床的功能,零件数控加工内容的多少,安装次数及本单位生产组织状况灵活掌握。另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。 台湾建德磨床的应用原理 应用无心磨削法磨削工件的旋转表面的磨床,通常指无心外圆磨床。在无心外圆磨床上,工件不用顶用定心和支承,而是放在砂轮和导轮之间,由托板和导轮支承。砂轮一般装在主轴端部,宽度大于250毫米的砂轮则装在主轴中部,砂轮大宽度可达900毫米。 砂轮高速旋转进行磨削,导轮以较慢速度同向旋转,带动工件旋转作圆周进给。贯穿磨削时,通过调整导轮轴线的微小倾斜角来实现轴向进给,适于磨削细长圆柱形工件、无中心孔的短轴和套类工件等。
平面磨床的安全操作规范 :
(1)、平面磨床正式工作前,先空运转几分钟,检查其各个部分的运转是否正常。
(2)、对工件进行检查、装卸,以及维修设备时,砂轮要退离工件。
(3)、工作台、工件以及磁台上,不能放置非加工物品。
(4)、当砂轮接近工件时,不能快速进给,以防出现撞刀现象。
(5)、操作人员操作设备要集中注意力,专心工作。
(6)、工作结束后,要进行收尾工作,按照规定要求进行,设备还要进行日常的维护保养工作。
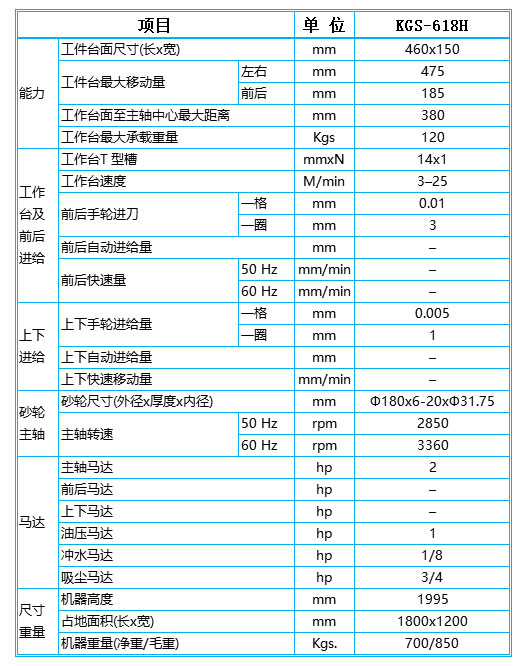
1、平面磨床采用单立柱固定在底座上,立柱前后移动的方式。本方案定义:主轴磨头体固定在立柱上后上下(Y 向)移动,立柱沿主机前后(Z 向)移动。工作台在主机座上左右(X 向)移动的结构。
2、磨床机台之立柱、主机、机头均采用高级铸铁铸造。采用三维计算机软件辅助优化设计,对于结构内部加强筋的配制经过分析,并经应力消除处理,以粗壮之加强筋强化,提升韧性及防止变型。
3、磨床X 轴采用独立液压站与油压缸,推动工作台在主机座上来回移动,实现 X 轴运动平稳顺畅。使油温的温升对主机的变型不会产生任何影响。
4、Y 轴采用伺服电机通过精密滚珠丝杆,带动磨床在立柱上上下移动,实现主轴上下进给。






 拨号
拨号











 首页
首页 飞语
飞语 我的
我的 反馈
反馈

