 首页
首页 飞语
飞语 我的
我的 反馈
反馈

集中过滤系统是随着汽车合资企业而引入我国的。随着我国汽车工业的发展,特别是10万辆以上批量动力总成项目的增多,集中过滤系统的使用在国内已越来越普遍。相对于日系企业来说,欧美企业更偏爱于使用集中过滤方式。因此,日本虽然在汽车制造技术方面处于世界前列,但在切削液集中过滤系统的设计上,特别是稳定、可靠的负压集中过滤系统方面,要逊后于欧洲企业。目前,国内绝大部分集中过滤系统为欧洲企业所设计制造,流量从50-3000m3/h不等。
负压式集中过滤系统
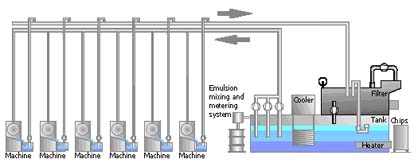
一般来说,负压式集中过滤系统由预刮槽、纸带过滤机、负压箱、净液箱、泵组、管道系统、自动控制系统、自动油水配制系统和撇油器等部分组成。若工件材质为铝材,则还需配有温度控制系统。通过管道集中向机床配送切削液,加工后带废屑的切削液通过地沟或空中管道流回系统循环使用。
相对于机床自带的切削液处理系统,集中过滤系统的优点是很明显的,主要表现在以下几个方面:延长切削液的使用寿命,一般为2-4倍;减少切削液维护、检测的工作量;浓度、温度控制更稳定;过滤效果更好;减少废液的排放和切削液泄漏,特别是通过空中管道回流的方式,相对于地沟方式更能减少人为污染,并及时发现泄漏。
切削液的选用
相对于机床本身,切削液因只是“配角”往往易被人们所忽视,因此,切削液大多为机床供应商(简称OEM)所推荐。这样做的好处是,可以规避设备调试验收时因切削液可能产生的问题所带来的风险,然而后期生产的成本压力也是非常大的。通过OEM方式引入的切削液,用户在切削液采购价格谈判上已处于被动,特别是集中过滤系统因不便于更换而显得尤为突出。因此,在成本压力越来越大的今天,汽车制造业企业宜在工业规划初期就着手考虑切削液的选型问题。
切削液的选择应考虑的主要因素包括:工件材质、加工方式、成本、环保和工业卫生的要求,以及当地的水质特点等。
汽车的动力总成上所用的主要材料不外乎铸铁、碳钢、铸铝三种。铸铁相对于其他材料来说更容易生锈,因此对于铸铁的加工,切削液的防锈性能是应重点考虑的因素。而铝为活泼金属,应选用对铝无腐蚀的切削液。车、铣削等加工工艺可采用一般的乳化液或微乳化液;剃齿、插齿、滚齿、深孔钻、拉削宜选用极压乳化液,甚至抗极压纯油。而对于铸铝的加工,特别是使用精度比较高的MAPAL铰刀时,切削液应有很好的边界润滑性能,为此,MAPAL公司往往要求乳化液中油含量达到60%以上。而新近流行的合成酯或植物油应用技术,减少了矿物油的使用量。
水溶性切削液很多情况下是因为腐败发臭而需要换槽。因此,普通切削液在使用过程中须频繁地添加杀菌剂、PH调整剂等来抑制菌类的繁殖。目前,国内市场上出现了一些生物稳定型产品,几乎不需添加除原液外的任何维护用品,但其价格也为普通切削液的两倍左右。在国内环保要求尚不是十分严的情况下,即使加上日常维护费用,普通切削液仍较为经济。因此,生物稳定型切削液的应用推广仍受到限制。
日常监测
1、配制方法
如果是新制造切削液系统的初次配槽,可用清水将系统清洗干净后直接配制。开启加液泵将原液缓慢泵入系统中,同时开启循环泵让油水得到充分的混合乳化。
如果是旧的系统换槽,则需提前24h加入清洗杀菌剂至旧切削液中循环,清洗剂一般由切削液供应商推荐。然后,排掉旧的乳化液,配制1%左右的切削液清洗系统和机床,2-4h后排放,再用清水彻底清洗过滤系统,*后按工艺要求配置一定浓度的切削液。
2、日常监测指标
水溶性切削液的日常监测指标主要有:浓度、PH值、微生物、浮油、防锈性。
□ 浓度的测定和控制
如果浓度经常出现波动大的现易,则乳化液的稳定性将受到影响。因此,浓度宜控制在X±1%范围内,X为使用浓度。
□ PH值的测量
一般来说,PH值宜控制在≥8.7%。如果PH值偏低,则会造成细菌繁殖增快,防锈性下降,需添加PH调节剂提高PH值。
□ 微生物的测定
切削液中的微生物主要是指细菌和霉菌,可通过培养基来测定。培养周期为2-7天,期间应观察两次。24h后如果细菌数达到103或霉菌数达到“+”以上,则须及时进行杀菌处理。7天后细菌数达到103或霉菌数达到“+”,可以再跟踪或进行预防性杀菌处理;如果细菌数达到105或霉菌数达到“++”,则须进行杀菌处理。
□ 浮油的测定
可取100ml切削液静置24h后观察其浮油体积。如果浮油达到2%以上应撇油。浮油含量太高会导致细菌繁殖迅速。
□ 防锈性的测定
国标是采用钢片或铸铁片来做检测试样的。在实践中,我们参照了欧洲标准,即用铸铁屑作为试样。具体方法如下:称取2g铸铁屑,平铺于画40mm圆圈的滤纸上,用滴管取2ml待测切削液滴至铸铁屑上,盖上培养皿,23℃恒温下放置24h,冲洗掉铸铁屑,观察滤纸上锈点的数量,并进行评级。将此级别与现场零件的生锈情况进行对比,以确定切削液的日常控制标准。零件的生锈情况是与当地的气候直接相关的,我们制定的标准为夏天≤2级,零件可存放3-7天。市场上有标准的铸铁屑销售,但为了找到切削液的防锈性与现场零件生锈情况的关联性,也可用零件自制铸铁屑。
3、检测频次
浓度、PH值、细菌、浮油等指标的检测周期一般以一周为宜。防锈性可根据当地的气候情况调整频次。干燥低温季节,零件不易生锈,可不检测切削液的防锈性;高温梅雨季节,应每周检测一次。
维护与运行
1、根据每周的监测结果,及时调整浓度,进行杀菌,调整PH值,撇去浮油。
2、在停产时应不间断地开启切削液的“小循环”,即集中过滤系统内部循环;在放长假时应每3天左右,开启供液主泵和机床,进行一定时间的“大循环”。
换槽时间的确定
如何选择合理的换槽时间是一个很重要的问题。实践中,我们是根据切削液的质量状况和切削液的维护成本两方面来综合考虑,判断是否继续使用或进行换槽。
1、切削液的质量状况,主要是指切削液的防锈性能。切削液使用一段时间后,由于氯离子的积累、水硬度的增加,切削液的防锈性能将无法通过提高浓度等措施得以改善时,应考虑是否换槽。
2、由于细菌生长频繁,出现乳化液分层、PH值不稳定、强的刺激性气味等现象,造成维护消耗明显增加,则须进行换槽。
结束语
集中过滤系统通过从设备设计、切削液的选型和配制、维护监测、换槽的全过程管理,使切削液的使用寿命得以延长,成本得以下降。
由于集中过滤系统切削液一次性投入量大,费用少则几万元,多则上百万元。因此,设法通过延长切削液的使用寿命来降低切削液的消耗,显得尤为重要。目前,神龙汽车公司共有14个水溶性切削液集中过滤系统,总容积达1600m3。通过上述全过程的质量控制,切削液的换槽周期至少为两年,*长的达4年以上。