����TBI����˿��SFUR5020��Ӧ��ά�����г�������
�ٹ������ֲ����ˡ����ý��ﱻ���ʯ���������ߵIJ�λ�ֲ�����ƽ����
�ڹ������������ˡ�������˿����������ĥ��������䣬������ĥ��Ӧ�ϸ������ĥ��������̫������������˿�ܸ��ɲ�����˿ĸ��ͨ����϶������Դ��Ĺ������ָ��书�ܼ����ȡ�
�� �����������ˡ�������˿��ͬ�Ϸ�������ĥ����ĥ������ĥ���������˳̶�ȷ�����������ֱ��ϵ�еĸ���ߴ���о�ĥ���о��ߴ缰������ݾ�䣬ֻ�Ǹı��˹�����“R”ֵ��Ȼ��“R”ֵ�����µĸ��������µ���ĸ������������˿��Ӧ������¡�
����˿��SFUR5020�ᾱ����
���Ǿ����������ƻ��������ֶ��ѳ������ڷǹ����ᾱ������ᾱ���紦��Ҳ�Ǵ������Ǵ�������ڴ������ڴ�Ӳ����Ǵ�Ӳ�����ɲ�ƽ�ȣ�������Ӧ�����У����Ƕ��ѵ�ԭ��֮һ������������ȱ�ݣ��ᾱ��С��յ�����ȣ��������û�������ʹ�û�����������ʹ�û�����ײ�������ֶ��ѿ��ó��淽����������
˿ĸ����ĥ�𡢰��롢ѹ��������
�������������ԭ��ͬTBI����˿��SFUR5020��������������ĥ���ͨ��˿ĸԤ��װ����������ĥ���γɵļ�϶�����ľֲ����롢ѹ�������ˣ������ֹ��ֲ���ĥ�������صĴ�������롢ѹ����������ɲ�������ĥ����ĥ����ͬ˿�������������ƻ�ʱֻ�ܻ��¡�
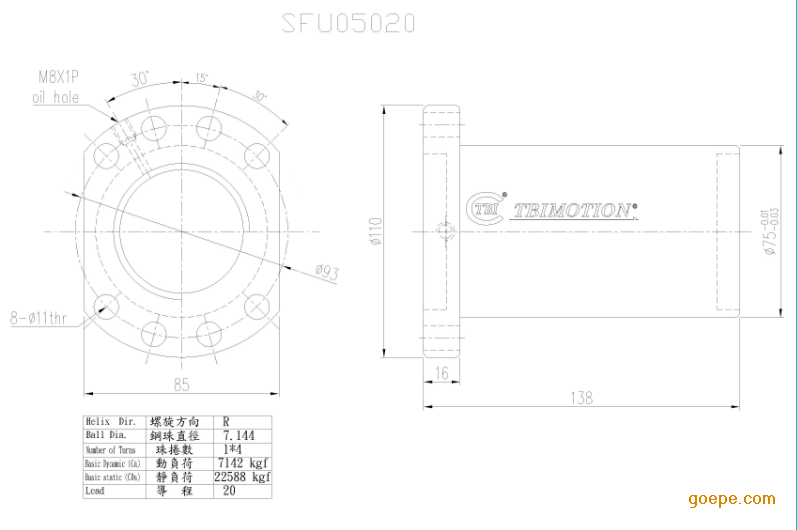
̨��TBI�߷���˿��SFUR5020��ֱ��Ϊ50mm������Ϊ20mm����ĸʹ�õĸ�����7.144����ĸ�Գư�װ�ľ���Ϊ93mm.TBI����˿�˵�������������Ϊ��Բ����˫Բ����ĥ��ʱ�빤���ĽӴ���������ĥ����Ҳ����μ���Ƚϴ֡�Ӳ�������İ���ɰ�֣����Դ�����ɰ��Ϊ*�ѡ�






 ����
����









 ��ҳ
��ҳ ����
���� �ҵ�
�ҵ� ����
����

