- 微信

- 朋友圈

- QQ

- 微博

- 复制链接

- 短信
关闭
 拨号
拨号
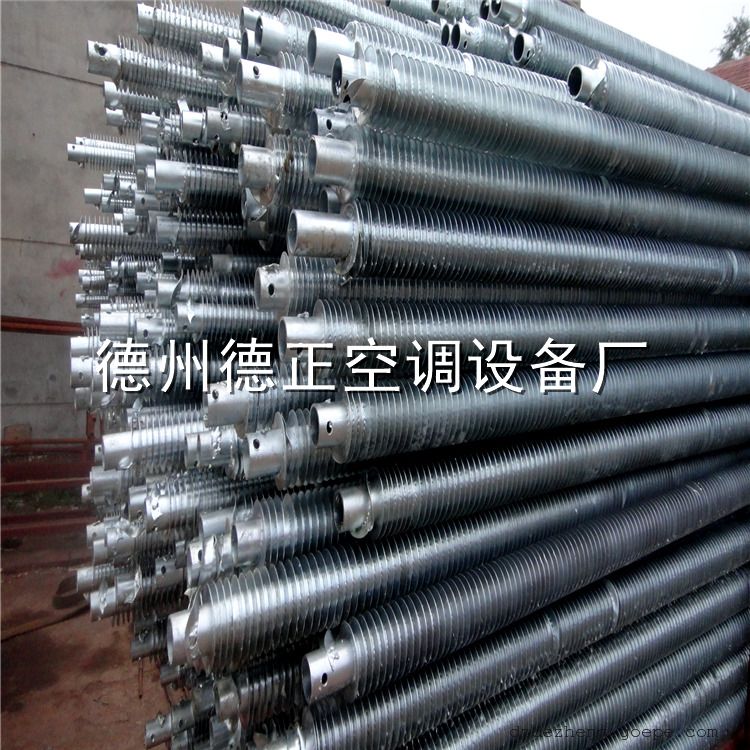


高频焊螺旋翅片管是目前应用较为多的翅片管,特点是片厚(0.8-3.0mm之间),底部无皱褶或很小的皱褶,翅片与基管用高频电流融为一体,接触热阻小。
加工工艺;高频焊螺旋翅片管是在钢带与钢管缠绕的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表接触面加热,直至接触面钢带熔化完成焊接。这是一种固相焊接。它与其它翅片管加工方法相比,都是更为先进。由于钢带有一定的融化,在选择钢带时,应比理论要求片高宽1mm左右。
高频焊螺旋翅片管的基管可以碳钢,不锈钢,合金钢等,除民用采暖,蔬菜瓜果大棚内有一定的应用,目前高频焊螺旋翅片管主要用于锅炉烟气的余热回收方面,主要是利用了它的在高温高压情况下接触热阻特别小的特点(普通翅片管无法适应300℃以上的热风温度,高频焊螺旋翅片管的适用温度可接近材料熔点)。
由于材料的延展力关系, 高频焊螺旋翅片管的片高一般不超过钢管的半径,如需进一步得到更大的翅化比,从片高方面着手,可以做成开齿形翅片形式。
高频焊螺旋翅片管受工艺条件的限制,翅化比都不大,在烟气余热回收方面应用时,片厚在1.0以上,片距在6.0以上,基管材料可以采用ND耐腐蚀钢。
在常用的翅片管类型中,高频焊螺旋翅片管的制造成本是极高的,原因是因为金属消耗比较大,在低温换热的环境下,高频焊螺旋翅片管很难得到应用市场的份额。
翅片与基管为同一种金属材料的翅片管称为单金属翅片管。按材质来区分;可以是钢管钢翅片,铝管铝翅片,不锈钢管不锈钢翅片,铜管铜翅片。
单金属翅片管多为缠绕型,其翅片呈倒Y形。高频焊螺旋翅片管 单金属翅片管 双金属翅片管 绕翅片管 翅片散热管把基管固定在一个360°旋转的传动绕片装置上,再根据不同的片高,片距,选择不同型号的夹具。翅片为带状,穿过夹具时初步成型,依靠机械张力将翅片一次成型缠绕于基管上。
除铝管整体轧制的单金属翅片管无接触热阻外,通常缠绕型单金属翅片管的接触热阻都比较大,在热风温度150℃以上开始逐步体现,随温度的上升呈一定正比。
由于单金属翅片管是依靠底部皱褶均匀站立于基管上,高频焊螺旋翅片管 单金属翅片管 双金属翅片管 绕翅片管 翅片散热管底部皱褶可以对管外空气起到一定的扰流作用,对强化传热有好处。同时,底部皱褶也增加了气体侧的阻力,并在皱褶处易产生积液积灰等现象,为冷凝液的排除及粉尘的清理增加了难度,选用时必须注意。
单金属翅片管还具有取材方便,加工难度低,制造成本轻等特点。
单金属翅片管的翅片不完全覆盖基管,基管暴露于空气中,易产生腐蚀,碳钢材质的单金属翅片管以前用热镀锌来解决问题,由于镀锌成本高,环保污染大,该工艺正逐步在淘汰,除非不锈钢管不锈钢翅片的单金属翅片管在防腐蚀方面有一定的不可比拟性,该类产品正在被更多的具有高效经济的翅片管替代,市场适用空间在被逐步压缩。

目前,使用场合较广泛的是双金属翅片管(Bimetallic finned tubes)。它是在一根基管上套上一根铝管,然后在专用的翅片管机器上轧制而成。理论上基管材质没有限制,可以采用钢管,不锈钢管,铜管等。翅片材质为A1060;A1070等工业纯铝。由于合金铝硬度较高,可塑性不强,所以例A6063等工业合金铝一般很少采用。
双金属翅片管加工范围;
基管极小外径为16mm,*外径为38mm,材质及壁厚可以根据要求定制。
单边翅片高度范围10--16 mm,片距2.3 mm以上,片厚与片距有关。
由于各厂家对加工工艺质量要求的控制不同,外观看似相同的双金属翅片管在传热效果,使用寿命等各方面有着很大的差异,采购双金属翅片管,请认准“德州德正换热设备制造厂”。
| 品牌: | 德正 |
| 型号: | SRL SRZ GL |
| 加工定制: | 是 |
| 材质: | 各种 |
| 规格: | 定做 |
| 管径: | 25 |
| 表面处理: | 防腐防锈 |
| 安装型式: | 根据要求 |
 首页
首页 飞语
飞语 我的
我的 反馈
反馈