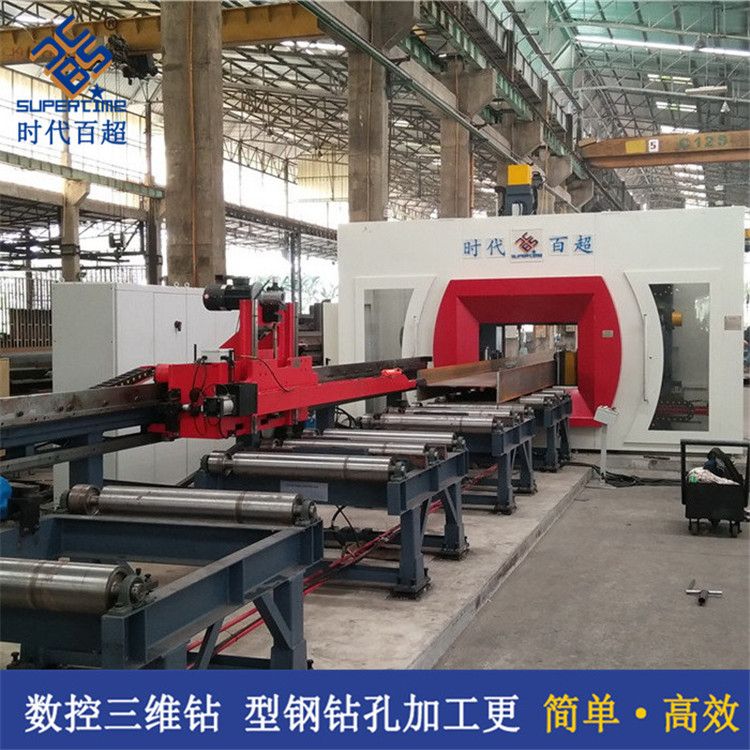
用途
钢结构、桥梁、立体停车库、石油平台等行业的H型钢、箱型梁、槽钢的钻孔加工
-
- SWZ系列三维数控钻床是测绘日本的产品,并进行了部分改进。它和别的国家的数控三维钻床比较,具有以下特点:
本机的钻削动力头,不仅能在垂直于工件送进的方向上数控移动,而且可以在工件送进的方向上数控移动准确定位。所以,当H型钢翼板和腹板上的孔不处于同一横截面时,仍可实现上面、左面、右面三个方向同时钻孔。减少了沉重钢梁移动的次数,从而提高了生产效率。这是本机的*大特点。- 具有三种检测装置:为保证钻孔位置不受钢梁畸形的影响,机器上设有幅高、腹板、翼板检测装置。检测结果反映在数控软件中,可以修正钻孔位置。
- 具有支承装置:当“H”型钢的板很薄时,为防止钻孔引起的变形,设有下部自动支承装置。
- 钻削主轴转速无级调节、钻头进给速度无级调节。
- 钻头进给行程是数控的,只需输入钻头长度和板厚,即可自动完成快进——工进——返回点的变更。
- 具有快换卡头,更换钻头方便。
- 配有进出料道,可以把钢梁自动送入和送出机器。
- 设备的结构:
1.具有三个独立运行的钻削动力头,即垂直、左、右钻削头,每个钻削动力头均有两个数控轴驱动和垂直于工件方向的数字化液压进给驱动。钻头和主轴之间,由快换钻套联接,更换钻头快捷、准确。各钻头既可单独,又可同时完成其钻孔作业。在一次自动装夹后,可完成孔组内(H型钢上包括腹板和两翼板)所有孔的加工。
2.工件(H型钢)送进移动 ,有液压和机械控制的辊轮驱动,并由检测轮准确测出实际送进距离传送给数控系统来确保两孔群之间的距离精度,另外,该机还具备工件的头部和尾部端面的光电定位监测系统。
3.工件在机床上移动定位后机床具有可靠的垂直和侧向夹紧系统。
4.工件装夹后,本机备有腹板和翼板变形监测系统,将误差返馈给计算机自动修正钻孔位置。
5.各钻削头主轴转速是由变频器无级调节 ,为提高在大规格轻型H型钢上的钻孔效率 ,本机还具有增强H型钢腹板刚度的液压多点支撑装置.
6.控制系统由计算机、数控系统、伺服电机 、光电编码器、PLC等构成。只需输入工件尺寸、自动生成加工程序,可按件号随时存储、调用、显示和通讯。
7.本机之电气控制,既可实现各加工参数单独的手动调整控制,又可实现全过程自动控制加工
四、主要参数
型号 |
SWZ750 |
SWZ1000 |
SWZ 1250 |
| 加工H型钢截面尺寸腹高×翼宽(mm) |
*大 |
700×400 |
1000×500 |
1250×600 |
| *小 |
200×75 |
200×75 |
200×75 |
| 钻孔直径(mm) |
垂直钻削 |
φ12~φ33.5 |
φ12~φ33.5 |
φ12~φ40 |
| 水平钻削 |
φ12~φ31.5 |
φ12~φ31.5 |
| 钻削主轴数量 |
上单元、固定侧、移动侧各1个,共3个 |
| 每个主轴钻速范围(r/min) |
180~650变频调速 |
| 轴向工进速度(mm/min) |
|
| 进给行程(mm) |
上单元主轴 |
240 |
240 |
240 |
| 左右单元主轴 |
150 |
150 |
180 |
| 机床总功率(kw) |
20 |
25 |
28 |
| 机床外形(长×宽×高mm) |
4430×2080×3030 |
4730×2080×3130 |
4930×2080×3230 |
| 整机重量(㎏) |
5800 |
6000 |
7000 |
| |
|
|
|
|
|






 拨号
拨号
 首页
首页 飞语
飞语 我的
我的 反馈
反馈







