
- ��

- ����Ȧ

- QQ

- ��

- ��������

- ����
�ر�
 ����
����







 1
1
|
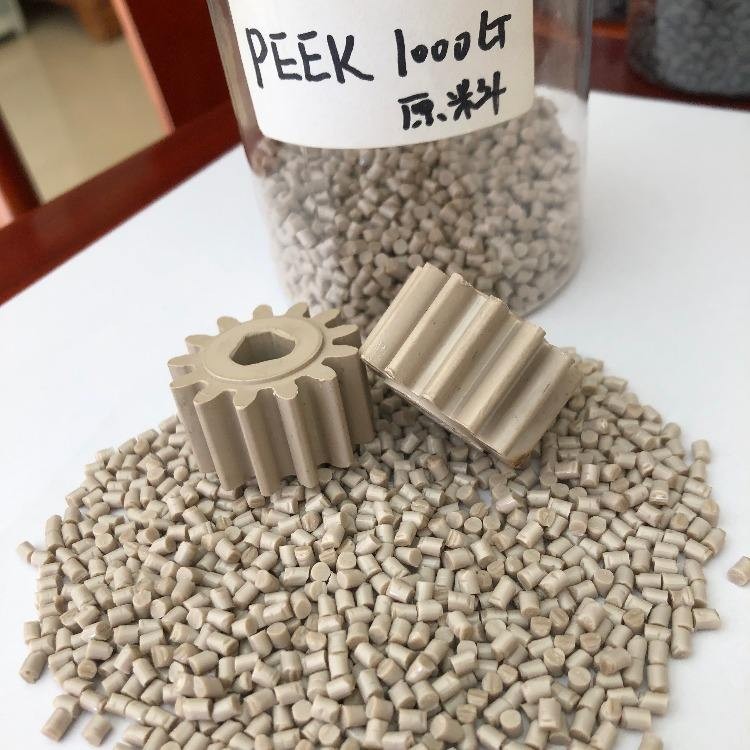
VICTREX FG™ �ۺ��� 140 |
|
������ʳƷ�������Բ��ϣ�̼��ά��ǿ������ͪ (PEEK)����ᾧ��ע�ܿ�������ɫ��VICTREX |
| �������� | |||
| ����� |
��ֵ |
��Ԫ |
���Է��� |
|
�ܶȣ����壩 |
1.40 |
��/�������� |
ISO 1183 |
|
������1 |
14.0 |
���� |
�ڲ����� |
|
����������2 |
ISO 294-4 | ||
|
���� |
0.50 |
�� |
|
|
���� |
0.10 |
�� |
|
|
��ˮ�ʣ����ͣ�23°C�� |
0.30 |
�� |
ISO 62 |
|
��ˮ�� - ���ͣ�100°C�� |
0.45 |
�� |
ISO 62 |
| ��� |
��ֵ |
��Ԫ |
���Է��� |
|
����Ӧ�� |
ISO 527-2 | ||
|
��Ϣ��23°C |
270 |
���� |
|
|
���ѣ�125°C |
170 |
���� |
|
|
���ѣ�175°C |
105 |
���� |
|
|
���ѣ�275°C |
60.0 |
���� |
|
|
����Ӧ�䣨���ѣ�23°C�� |
1.5 |
�� |
ISO 527-2 |
|
������� - @ 1000 Сʱ��80 MPa |
|||
|
23°���϶� |
0.07 |
�� |
|
|
120°C |
0.12 |
�� |
|
|
����ģ��(23°C) |
24000 |
���� |
ISO 178 |
|
����Ӧ�� |
ISO 178 | ||
|
23°���϶� |
380 |
���� |
|
|
125°C |
275 |
���� |
|
|
175°C |
130 |
���� |
|
|
275°C |
80.0 |
���� |
|
|
ѹ��Ӧ�� |
ISO 604 | ||
|
23°���϶� |
300 |
���� |
|
|
120°C |
200 |
���� |
|
|
200�� |
70.0 |
���� |
|
| Ӱ�� |
��ֵ |
��Ԫ |
���Է��� |
|
ȱ�������³��ǿ��(23°C) |
7.0 |
ǧ��/ƽ���� |
ISO 180/A |
|
��ȱ�����������ǿ��(23°C) |
40.0 |
ǧ��/ƽ���� |
ISO 180 |
| Ӳ�� |
��ֵ |
��Ԫ |
���Է��� |
|
Ф��Ӳ�ȣ�Ф�� D��23°C�� |
87.5 |
ISO 868 | |
| �ȵ� |
��ֵ |
��Ԫ |
���Է��� |
|
���ɱ����¶ȣ�1.8 MPa��δ�˻� |
339 |
���϶� |
ISO 75-2/Af |
|
������ת���¶� |
ISO 11357-2 | ||
|
���� |
143 |
���϶� |
|
|
�е� |
147 |
���϶� |
|
|
�۵��¶� |
343 |
���϶� |
ISO 11357-3 |
|
����������ϵ�� - ���� |
ISO 11359-2 | ||
|
< 143�� |
5 |
�����֮һ/ǧ�� |
|
|
> 143�� |
6 |
�����֮һ/ǧ�� |
|
|
����������ϵ�� - ƽ��ֵ |
ISO 11359-2 | ||
|
< 143�� |
40 |
�����֮һ/ǧ�� |
|
|
> 143�� |
100 |
�����֮һ/ǧ�� |
|
|
�ȵ���3 (23��) |
0.95 |
��/��/������ |
ISO 22007-4 |
| ���� |
��ֵ |
��Ԫ |
���Է��� |
|
��������ʣ�23�棩 |
1.0E+5 |
ŷķ·���� |
IEC 60093 |
| ���ͼӹ���Ϣ | |||
| ע�� |
��ֵ |
��Ԫ |
|
|
�����¶� |
120 �� 150 |
���϶� |
|
|
����ʱ�� |
3.0 �� 5.0 |
�r�g |
|
|
����*��ˮ�� |
0.020 |
�� |
|
|
�϶��¶� |
< 100 |
���϶� |
|
|
���¶� |
365 |
���϶� |
|
|
���� |
370 �� 375 |
���϶� |
|
|
ǰ���¶� |
380 |
���϶� |
|
|
�����¶� |
385 |
���϶� |
|
|
ģ���¶� |
180 �� 210 |
���϶� |
|
| ע��ע������ | |||
|
������ģ��/����>3mm�����>3.5mm |
|||
| Ʒ�ƣ� | Ӣ������˹ |
| �ӹ����� | ע�ܼ� |
| ��;���� | ʳƷ�� |
| ���ͣ� | ���� |
 ��ҳ
��ҳ ����
���� �ҵ�
�ҵ� ����
����

